玻璃钢风机是由风机外壳和风机叶轮组成,原料为树脂、SMC复合材料混合而成,采用全自动液压机模压一体成型,工整美观、标准度高、轻质、绝缘、不生锈、不老化、耐湿、耐酸碱、坚固耐用,使用年限长。全自动液压机是模压玻璃钢风机成型的专用设备,该机器可以根据风机罩壳的产品规格大小设计定做工作台面、压力大小,一般选用630吨、800吨、1000吨、1500吨、2000吨液压机可完成该工艺。
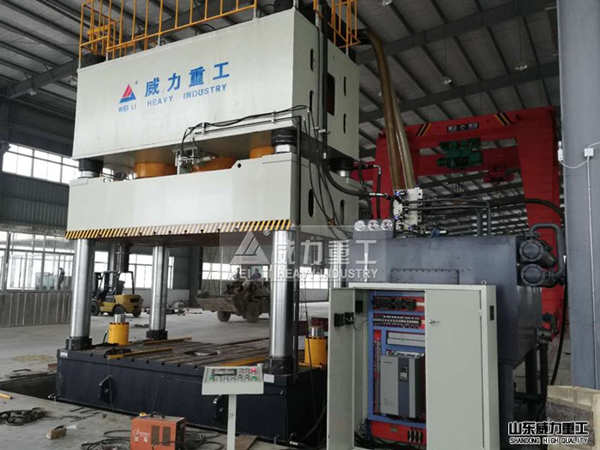 全自动液压机模压风机壳成型设备
全自动液压机模压风机壳成型设备
全自动液压机以2-20MPA的液体压力为动力源,外接三相AC380V50HZ或三相AC22060HZ交流电源。以液体作为介质来传递能量,采用先进的子母缸液压回路,油温低,空行程速度均在150MM/秒以上、工进速度30MM/秒以下;采用PLC 可编程数控显示控制,能自动化的控制制品成型的温度、固化时间、压力大小,速度快慢的等成型工艺参数。该机器可一次成型多种产品或结构复杂的模压成型工艺,生产效率高,一机多用。
全自动液压机模压玻璃钢风机成型过程:
1、准备原料:压制前必须了解料的质量,如树脂配方、树脂的增稠曲线、玻纤含量、玻纤浸润剂类型。单重、薄膜剥离性,硬度及质量均匀性等。
2、调整液压机设备:熟悉液压机的各项操作参数,尤其要调整好工作压力和压机运行速度及台面平行度等。
3、检查模具:模具安装一定要水平,并确保安装位置在压机台面的中心,压制前要先彻底清理模具,并涂脱模剂。加料前要用干净纱布将脱模剂擦均,以免影响制品外观。对于新模具,用前须去油。
4、加料:针对风机壳选用原料固定称重,加料位置应放在模腔中部,必须确保成型时料流同时到达模具成型内腔各端部,否则直接影响到制品的密实程度,料的流动距离和制品表面质量。
5、液压机模压成型:放完料后,启动液压机快速下行。当上、下模吻合时,缓慢施加所需成型压力,经过一定的固化制度后,制品成型结束。成型过程中,要合理地选定各种成型工艺参数及压机操作条件。风机壳模压过程中需符合的三大条件:
①成型温度:成型温度的高低,取决于树脂糊的固化体系、制品厚度,生产效率和制品结构的复杂程度。成型温度必须保证固化体系引发、交联反应的顺利进行,并实现完全的固化。一般认为,smc成型温度在120-155℃之间。
②成型压力:一般形状简单的制品仅需5-7mpa的成型压力;形状复杂的制品,成型压力可达7-15mpa。smc增稠程度越高,所需成型压力也越大。成型压力的大小与模具结构也有关系。
③固化时间:也叫保压时间,与它的性质及固化体系、成型温度、制品厚度和颜色等因素有关。固化时间一般按40s/mm计算。对3mm以上厚制品,每增加4mm,固化时间增加lmin。
6、液压机操作注意:玻璃钢是一种快速固化系统,因此模压风机过程中的快速闭合十分重要。在实现快速闭合的同时,在压机行程终点应细心调节模具闭合速度,减缓闭合过程,利于排气。
 玻璃钢风机
玻璃钢风机
全自动液压机模压玻璃钢风机一次成型过程,操作简单,四柱式结构空间宽敞,刚性好、精度高;结构紧凑、性价比高经济适用,电气系统采用PLC控制,拉伸、压边滑块可连成一体,实现单动工艺动作,液压控制采用插装阀集成系统,冲击小、动作可靠,使用寿命长,泄露点少。是风机壳成型的一种叫简单、高效的成型设备。













